前進弧形鋼制閘門是與平面閘門相比而言。 弧形閘門具有圓弧形的擋水門葉, 當啟閉閘門時, 閘門繞一固定支鉸的水準軸轉動。 由於鉸軸中心一般佈置在弧形面板的圓心處, 故作用在面板上的全部水壓力通過形心, 啟門時只需克服閘門自重以及止水和鉸軸的摩阻力對軸心的阻力矩。 弧形閘門具有啟閉省力, 運轉可靠, 泄流條件好, 並且能滿足各種類型泄水孔道需要的優點。 因此弧形閘門在方案選擇中為優先考慮的門型之一。 下面就跟我一起來瞭解下弧形鋼制閘門的製作工藝, 弧形鋼制閘門安裝及調試的相關介紹吧!
弧形鋼制閘門優缺點
一、優點
1)依據工程需要, 可封閉相當大的孔口尺寸;
2)閘墩的厚度較小;
3)沒有影響水流流態的門槽, 泥沙多時工作狀態好;
4)啟閉力較小;
5)埋設件數量較少等。
二、缺點
1)需要較K的閘墩;
2)閘門所占的空間位置較大;
3)工作閘門不能提出孔口以外進行檢修維護, 也不能在孔口間進行互換;性, 對土建結構要求較高。
弧形鋼制閘門的結構佈置與形式
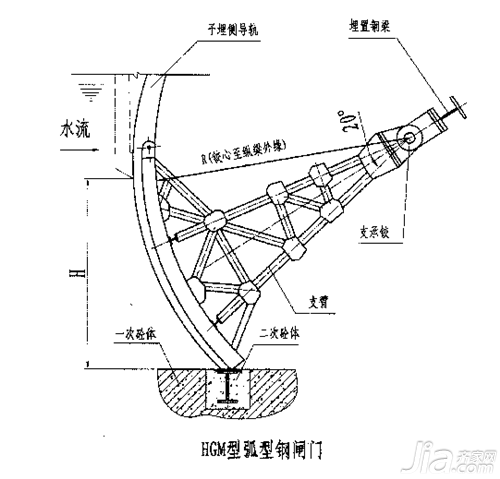
支承鉸的位置與弧面半徑
弧形鋼制閘門的支承鉸是整個閘門中最重要的組成部分, 除將閘門所承受的總水壓力和一部分門重傳給支座外, 同時又是啟閉閘門轉動的支承中心, 選定支承鉸的位置對啟門力的大小和閘門工作的可靠性都有較大的影響。 在露頂弧形閘門中, 支承鉸—…般設置在閘墩的側面上, 其位置應使它不致於被泥沙堵塞和受到飄浮物衝擊的高程上, 以便於維護和檢修。 河道水閘上的弧形閘門, 支承鉸可設在高於下游校核洪水位o.5m處)。 支鉸位置越高, 弧面越長,
弧面半徑R由閘門高度H和支鉸的位置而定, 露頂閘門一般採用尺=(1.o~1.5), 只值越大, 即當支臂越長時, 相應閘墩也越長, 啟閉力可減小, 一般潛孔閘門/c=(L1~2.2)H, 當只接近//時, 雖啟閉力可能加大, 但町改善支臂的穩定性和縮短閘墩長度。 根據國內外資料研究表明弧形閘門的弧面半徑R有縮小的趨勢, 當然R過小會增加弧面長度和閘門所承受的總水壓力。
弧形鋼制閘門的製作工藝
1、弧形閘門製造按設計圖紙和GB/T14173-2008的有關規定執行。
2、焊縫分類:一類焊縫, 閘門主樑、邊梁的腹板及翼緣板的對接焊縫, 閘門吊耳板的對接焊縫, 閘門主樑與邊梁腹板連接的組合焊縫及翼緣板連接的對接焊縫;二類焊縫,
3.弧門止水採用橡塑複合止水橡皮。 門葉上的止水螺孔與止水壓板的水封螺孔在工廠配鑽。
4、體形複雜的構件材料應按事先製作好的樣板下料、拼裝。 支臂翼緣板的拼裝應採用加引弧板其厚度和坡口與主材相同的對接焊縫並保證焊透。
5、鉸鏈、鉸座為ZG310-570, 其毛坯必須進行人工時效處理, 化學成分和機械性能應滿足GB3077的要求並按有關規定進行超聲波探傷檢查。
6、支鉸軸為40Cr, 調質處理, 表面鍍鉻, 化學成分和機械性能應滿足GB3077的要求, 並按有關規定進行超聲波探傷檢查。
7、支鉸軸承必須採用高承載、低摩阻、長壽命的銅基鑲嵌自潤滑關節軸承。軸徑Φ560mm,額定靜載≥58700kN,額定動載≥33800kN自潤滑摩擦係數≤0.12,使用壽命≥50年。要求軸承供應商必須具有生產軸徑Φ560mm及以上的弧門支鉸軸承業績且良好運行5個工程以上。
8、弧形閘門按GB/T14173-2008規定,出廠前應進行整體組裝,其檢查部位和偏差應符合GB/T14173-2008的有關規定。檢查合格後,應在組合處打上明顯的標記和編號,並焊上定位板。
弧形鋼制閘門安裝及調試
1﹑設備到現場後應對照送貨單單獨檢驗閘門是否完整,有無損壞。
2﹑檢查閘門安裝位置及土建尺寸是否與圖紙相符。
3﹑安裝時必須分四部分安裝

弧形鋼制閘門的安裝
首先門框的安裝:安裝前,先與預埋鋼板焊接固定,此時門框兩側須平行且應與底框及上部框架垂直,門框安裝好後進行二次澆注,二次澆注一定要封實,不能有滲水現象,待混凝土養護後方可使用。門框安裝時應保證導軌面在鉛垂線上,其傾斜度不大於1//1000。保證其平面度及對角線誤差不超過標準規定。
4.1 門框安裝好後,同時清除門框中雜物,以免影響門葉的安裝。特別是密封面上不得有其它雜物。 4.2 門體安裝應注意對角線誤差。 4.3 然後安裝啟閉機機座,安裝時注意平面度。 4.4 安裝時應檢測閘板與閘門框之間的密封圈間隙,閘門最大正向工作水頭時,密封洩露小於1.25L/min
5﹑啟閉機的安裝方法:啟閉機固定其位置時,先將啟閉機的螺杆孔中心與閘門軸心調整到一直線上,然後將絲杆插入閘門吊耳,再用穿銷連接,使兩者位於同一鉛垂線上,再將啟閉機上的連結鋼板與機座用螺栓或焊接來固定。
6﹑啟閉機的絲杆與閘門連接後,檢查各部位是否全部安裝到位,方可適用啟閉機,在一般情況下,啟動如不靈活,可微調連接板的位置,感覺輕鬆靈活後方可固定。
7﹑驅動裝置手電筒兩用,靈敏可靠,手動時,在操作手輪時首先調節手柄板到手動位置,然後旋轉手輪或直接作輸出軸轉動,從而實現閘門啟閉動作,此時電路切斷,不可進行電動操作;在電機驅動時,手輪不可旋轉,所有結合面的密封處沒有滲漏,並觀察其手動裝置及自動重定功能是否到位。
8﹑指示式開度計和雙向過力矩開關絕對可靠,開度指示儀的錶盤刻度為百分比。其動作數值在實際使用中進行調整,閘門的啟閉度控制也應在調試時根據實際使用情況進行調整.
9﹑手輪上標明開閉方向,手輪順時旋轉為關閉閘門,人工作業力不大於150N。
10﹑電動啟閉裝置的電機最大轉矩應大於額定轉矩的3倍,驅動電機的連續轉動時間不得低於15分鐘。
11﹑閘門結構形式便於維修檢查,能滿足室外安裝使用要求。
12﹑電動閘門就地控制設備能將閘門的位置信號傳送到PLC。
13﹑閘門啟閉速度應不大於0.5m/min。14﹑閘門的全開﹑全閉位置信號﹑超載報警信號送至控制系統。閘門的控制有手動和自動兩種模式,由閘門控制箱面板上的模式轉換開關來選擇,模式轉換開關的狀態回饋給控制系統。 (1) 手動模式:選擇開關設在機體上,操作人員可在現場手動﹑電動開關閘門。 (2) 自動模式:現場電控櫃配置有向中心控制式傳輸狀態信號的介面和接受中控制室遙控的信號介面。
編輯總結:以上就是弧形鋼制閘門的製作工藝,弧形鋼制閘門安裝及調試的相關介紹,希望能夠幫助到有這方面需求的朋友們!如需瞭解更多的相關資訊,請繼續關注我們網站。後續將呈現更多精彩內容哦!
並按有關規定進行超聲波探傷檢查。7、支鉸軸承必須採用高承載、低摩阻、長壽命的銅基鑲嵌自潤滑關節軸承。軸徑Φ560mm,額定靜載≥58700kN,額定動載≥33800kN自潤滑摩擦係數≤0.12,使用壽命≥50年。要求軸承供應商必須具有生產軸徑Φ560mm及以上的弧門支鉸軸承業績且良好運行5個工程以上。
8、弧形閘門按GB/T14173-2008規定,出廠前應進行整體組裝,其檢查部位和偏差應符合GB/T14173-2008的有關規定。檢查合格後,應在組合處打上明顯的標記和編號,並焊上定位板。
弧形鋼制閘門安裝及調試
1﹑設備到現場後應對照送貨單單獨檢驗閘門是否完整,有無損壞。
2﹑檢查閘門安裝位置及土建尺寸是否與圖紙相符。
3﹑安裝時必須分四部分安裝
弧形鋼制閘門的安裝
首先門框的安裝:安裝前,先與預埋鋼板焊接固定,此時門框兩側須平行且應與底框及上部框架垂直,門框安裝好後進行二次澆注,二次澆注一定要封實,不能有滲水現象,待混凝土養護後方可使用。門框安裝時應保證導軌面在鉛垂線上,其傾斜度不大於1//1000。保證其平面度及對角線誤差不超過標準規定。
4.1 門框安裝好後,同時清除門框中雜物,以免影響門葉的安裝。特別是密封面上不得有其它雜物。 4.2 門體安裝應注意對角線誤差。 4.3 然後安裝啟閉機機座,安裝時注意平面度。 4.4 安裝時應檢測閘板與閘門框之間的密封圈間隙,閘門最大正向工作水頭時,密封洩露小於1.25L/min
5﹑啟閉機的安裝方法:啟閉機固定其位置時,先將啟閉機的螺杆孔中心與閘門軸心調整到一直線上,然後將絲杆插入閘門吊耳,再用穿銷連接,使兩者位於同一鉛垂線上,再將啟閉機上的連結鋼板與機座用螺栓或焊接來固定。
6﹑啟閉機的絲杆與閘門連接後,檢查各部位是否全部安裝到位,方可適用啟閉機,在一般情況下,啟動如不靈活,可微調連接板的位置,感覺輕鬆靈活後方可固定。
7﹑驅動裝置手電筒兩用,靈敏可靠,手動時,在操作手輪時首先調節手柄板到手動位置,然後旋轉手輪或直接作輸出軸轉動,從而實現閘門啟閉動作,此時電路切斷,不可進行電動操作;在電機驅動時,手輪不可旋轉,所有結合面的密封處沒有滲漏,並觀察其手動裝置及自動重定功能是否到位。
8﹑指示式開度計和雙向過力矩開關絕對可靠,開度指示儀的錶盤刻度為百分比。其動作數值在實際使用中進行調整,閘門的啟閉度控制也應在調試時根據實際使用情況進行調整.
9﹑手輪上標明開閉方向,手輪順時旋轉為關閉閘門,人工作業力不大於150N。
10﹑電動啟閉裝置的電機最大轉矩應大於額定轉矩的3倍,驅動電機的連續轉動時間不得低於15分鐘。
11﹑閘門結構形式便於維修檢查,能滿足室外安裝使用要求。
12﹑電動閘門就地控制設備能將閘門的位置信號傳送到PLC。
13﹑閘門啟閉速度應不大於0.5m/min。14﹑閘門的全開﹑全閉位置信號﹑超載報警信號送至控制系統。閘門的控制有手動和自動兩種模式,由閘門控制箱面板上的模式轉換開關來選擇,模式轉換開關的狀態回饋給控制系統。 (1) 手動模式:選擇開關設在機體上,操作人員可在現場手動﹑電動開關閘門。 (2) 自動模式:現場電控櫃配置有向中心控制式傳輸狀態信號的介面和接受中控制室遙控的信號介面。
編輯總結:以上就是弧形鋼制閘門的製作工藝,弧形鋼制閘門安裝及調試的相關介紹,希望能夠幫助到有這方面需求的朋友們!如需瞭解更多的相關資訊,請繼續關注我們網站。後續將呈現更多精彩內容哦!












